By now, the world would have known that the new Covid normal way of working will be different from what we have known so far.
Organizations are being challenged to rethink and redesign their processes to deal with the ‘new norm’.
You may ask, how do you redesign processes? Are there any tools available?
Fortunately, there are. While Covid is a new problem, there are existing tools that can assist with the redesigning of processes. One set of tools are those used in Lean improvement studies.
Using SMED (Single Minute Exchange of Dies).
SMED was proposed by Shigeo Shingo [1] for rapid changeover in manufacturing (hence the title). However, this concept can be used to assist the redesigning of processes.
Shingo states that companies do not differentiate between changeover processes that can absolutely require the production to stop (Internal setups) against processes that can be executed without the production stopping (External setups).
This type of distinction enables the company to look at Internal setups and attempt to convert them to External, therefore reducing production stoppages. Reducing stoppages in production means higher output.
In the case of Covid normal scenario, “setup” is redefined as “human physical interactions”. These are interactions that require people communicating or working physically together.
Processes that absolutely require human physical interactions will be referred to as Internal interactions. whereas processes that do not, will be referred to as External interactions.
Table 1 outlines examples of processes and classification as Internal or External interactions.
Table 1: Interactions classification of QMS processes.
| QMS processes | Internal Interactions | External Interactions | Explanations |
| Handling of complaints
|
Yes | Handling of complaints deal with information and all communications can be digital. Evaluation of complaint samples can be done without the need for human physical interactions. | |
| Document Management
|
Yes | Document management does not require human physical interaction as it deals with information only. All interaction can be done electronically. | |
| Maintenance |
Yes
|
Maintenance are usually done by more than one person. | |
| Receiving, dispatch and warehousing | Yes | There are interactions between store personnel, delivery drivers and forklift drivers. |
Some organizations might disagree with the classification of QMS processes described in Table 1.
For example, organizations may consider Document Management as an Internal Interaction. If this is the case, it could be that the current processes are too people dependent. A suggestion is to review the process again and identify if there are opportunities to convert it to External interactions.
Hierarchy of control.
For the processes that are identified as Internal Interactions, there are requirements to make them Covid safe. To facilitate that, we borrow another tool used in the Safety Industry. This tool is the Hierarchy of Control. It is a classification of control methods and ranking them from most effective to least effective.
Figure 1. Hierarchy of Control.
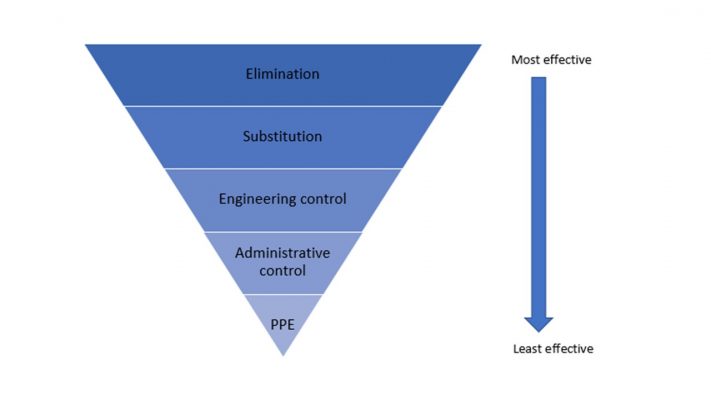
The lower the control in the hierarchy, the least effective it is. Therefore, eliminating a process that requires human physical interaction is better than Personnel Protective Equipment (PPE) such as protective workwear and the use of hand sanitizer.
The following are two examples as to Hierarchy of Controls can be used in redesigning processes that have been identified as Internal interactions.
Example1. Redesign Maintenance process.
| Hierarchy of control | Process: Maintenance |
| Elimination | Not possible |
| Substitute | Not possible |
| Engineering Control | Use wall or physical barrier to separate equipment that are close to each other.
Separate larger equipment into zones. |
| Administrative Control | Remove equipment from production floor for maintenance if this is possible.
Place barriers to prevent people going too near to where the maintenance team are working. Perform maintenance after production hours. Review procedures to allow maintenance team to have physical separation when working together. Clean and sanitize the equipment after maintenance using approved procedure. |
| PPE | Wash and sanitize hands before and after maintenance work.
Wash hands after performing maintenance from one equipment to another. |
Example 2: Redesigning the Receiving process.
| Hierarchy of control | Process: Receiving |
| Elimination | Not possible |
| Substitute | Not possible |
| Engineering Control | Re-design flow to ensure there is no intersecting of flows between receiving and other activities.
Dedicate location for delivery truck to stop for unloading. Change existing process to receive delivery documents in electronic format ahead of truck arriving at location. |
| Administrative Control | Receive one delivery at a time.
Truck driver remains in vehicle. Dedicated time slots for receiving. |
| PPE | Wear face masks. |
Newton third law of motion.
The third law states that for every action, there is an equal and opposite reaction.
Accordingly, after the review of processes and the development of action plans; be sure to check the impact of your planned actions. Some reactions to your plan might need further considerations in terms of safety, practicality and impact on existing people and systems.
A good way to review the impact is by conducting risk assessments. A simple to use tool for risk assessment is called the FMEA (Failure Mode Effect Analysis). There are many resources on FMEA that you can find online. However, FMEA must be customized to your organization before use. Companies with HACCP certification should already have an existing risk assessment method that can be used for this purpose.
When conducting risk assessment, identify how your plans will affect people, safety, customer service, communication, traceability, equipment, processes, supplier, security, quality system, compliance and planning. Risk assessments are more accurate if stakeholders and subject matter experts are involved.
The examples given in this article are not meant to be exhaustive nor are these examples the correct responses for every organization. These examples merely highlight the tools and techniques. It is up to the organization to determine what are the best controls for them. This is best done by setting up cross functional teams and review each process systematically and objectively.
If you would like more information on the tools described in this article, please contact us at lky@australiaquality.com.au
__________________________________________________________________________
Reference:
{1} A Revolution in Manufacturing: The SMED system. Shingeo Shingo. CRC Press, 1985.